At the beginning of the 21st century, most people thought that using an autonomous network of connected devices that collects and analyzes data is only a distant possibility. Today, it is very much a reality thanks to the Internet of Things (IoT).
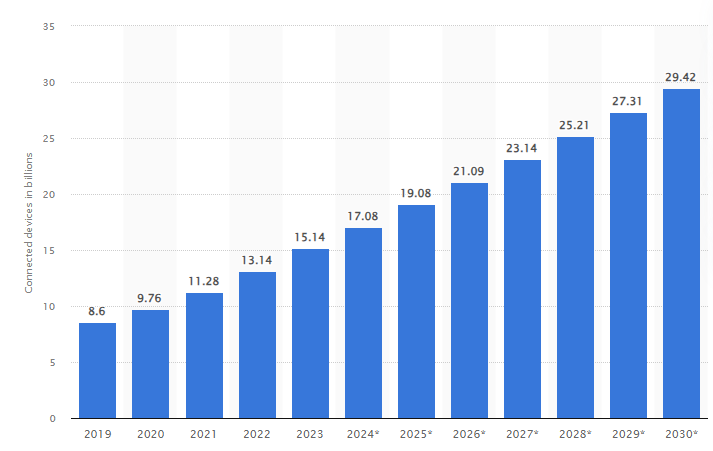
In fact, this technology has proliferated our world so much that the total number of IoT devices worldwide is projected to reach 29.42 billion units by 2030.
Unsurprisingly, the Internet of Things is gaining a lot of traction within the manufacturing industry in particular. According to Market Watch, the global IoT market within this sector is expected to reach $87.9 billion by 2026. Naturally, this may prompt the question — what is all the commotion about?
- The role of IoT in the industry
- Top use cases within the industry
- Four elements of an IoT system
- Benefits of IoT technology
- Trends we are seeing
- Implementation challenges
Let’s get started.
The Impact of IoT on Manufacturing
You’ve probably heard a lot about smart manufacturing and the opportunities it creates for the industry. If so, you know that among all the technologies involved in it, IoT takes a leading role, with interconnected systems optimizing production. In fact, it’s like a transformative force that boosts a real-time flow of information and insights.
On top of that, IoT plays a central role in a broader concept of Industry 4.0, or the fourth industrial revolution. Its framework revolves around advanced technologies like artificial intelligence, big data analytics, and, of course, the Industrial Internet of Things (IIoT). So, IoT is actually driving the present and the future of manufacturing operations and helps create a more productive environment. Let’s see how.
Top IoT Use Cases in the Manufacturing Industry
In recent years, more and more companies have been adopting a smart approach to manufacturing and actively leveraging industrial automation services. Specifically, by leveraging the Industrial Internet of Things, which relies on sensors for production data collection and intelligence software for extracting insights about operational efficiency.
Manufacturers frequently use Python web application development services to build data ingestion pipelines and analytics microservices that process sensor streams.
As you can imagine, there are many ways for IIoT to be applied in the manufacturing sector. However, in the interest of coherence, we are going to focus on the eight main ones.
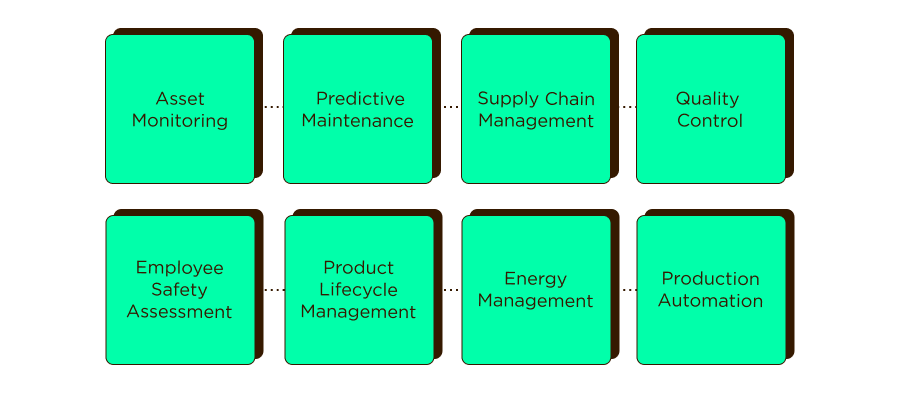
1. Asset Monitoring
One of the primary Internet of Things use cases in the manufacturing industry is real-time asset monitoring. No matter the products you’re creating, chances are you’ve got multiple facilities and equipment that help in the production process. Naturally, it can get difficult to keep track of them all, which is why IoT applications can help in this manufacturing area.
With the help of connected devices, you can create dashboards that let you locate the assets as well as monitor their health, utilization, and availability in real time. Moreover, with remote manufacturing, installed sensors can keep track of the key processes and send timely status updates to employees.
Read up on how Velvetech built an IIoT System for Monitoring Anchor Installation
As a result, manufacturers are able to accurately identify which assets are in use, in storage, out of service, or underutilized. Plus, stay on top of remote operations by monitoring work-in-progress across factories via web solutions or mobile apps. Thus, providing the opportunity to make more effective business decisions.
Get additional info about Mobile IoT Software
2. Product Lifecycle Management
The next great example of how IoT is used in manufacturing is product lifecycle management. Here, IoT technologies tap into every stage of production, from initial design and development to manufacturing, deployment, and eventual end-of-life processes. They allow manufacturers to gain unprecedented visibility and control over every phase of a product’s life.
For instance, during the design and prototyping phase, IoT-enabled sensors embedded in products collect real-time data on performance, usage patterns, and environmental conditions. And at the manufacturing phase, sensors on equipment monitor and transmit data on operational efficiency, machine health, and quality control metrics.
In essence, by penetrating product lifecycle management, IoT not only enhances the overall product lifespan but also transforms the entire process of product development from linear to dynamic and data-driven.
Read more about the Shift from Traditional to Automated Manufacturing
3. Energy Management
Energy management is another area of manufacturing that gets the perks of embracing the Internet of Things. IIoT sensors and smart meters monitor energy consumption throughout the production line to enable targeted measures and reduce waste. Essentially, it facilitates dynamic adjustments based on demand and pricing fluctuations, contributing to cost savings and grid stability.
Coupled with IoT, predictive maintenance, which we’re going to cover next, detects potential issues early, leading to minimized downtime and conserved energy. Additionally, such energy efficiency aligns with sustainability goals and helps manufacturers remain environmentally responsible.
Explore more on How IIoT Contributes to Sustainability
4. Predictive Maintenance
When you’re in a business that deals with a lot of expensive machinery, every time it’s temporarily out of order or gets permanently damaged — you’re losing tens, if not hundreds, of dollars. Unsurprisingly, many manufacturers are eager to minimize such occurrences.
Once again, IoT applications can come to the rescue. Besides keeping track of your existing assets, industrial IoT software can rely on sensors, cameras, and data analytics to predict machine failure before it happens and alert your personnel to help prevent it. That way, maintenance schedules can be automated and optimized to implement repairs at the right time before you face exuberant losses due to any malfunctions.
In short, IoT solutions for manufacturing can immensely improve a firm’s maintenance capabilities. Primarily, by prolonging equipment lifetime, preventing machine failure, and lowering the risk of accidents for your employees.
5. Warehouse and Supply Chain Management
Companies whose business largely relies on the effectiveness of transportation are always looking for ways to improve supply chain operations. Manufacturing organizations are no different, which is why more and more of them are looking into IoT applications to help with the entire process.
By turning to connected devices, manufacturers can gain the ability to monitor items in warehouses, follow truck movement, and even control the conditions under which products are being transported.
Find out how we developed an IoT-Powered Cold Chain Monitoring Solution
Moreover, with the help of IoT telematics, manufacturing firms can facilitate drivers’ safety. First, by having access to the real-time GPS location of the fleet. Second, by leveraging software that monitors driver’s behavior on the road and sends alerts whenever there is a harsh acceleration, surpassing the speed limit, or if there’s been a collision detected. Thus, helping ensure safety compliance and minimize risky situations.
6. Production Automation
So, as you can already see, IoT technologies play a pivotal role in creating smart environments where machines, devices, and systems communicate seamlessly. Thus, it’s natural that production automation is the next point on our list today.
By enabling the collection and analysis of data from sensors and devices on the manufacturing floor, IoT allows manufacturers to achieve higher levels of automation while maintaining agility in response to any changes.
Another aspect of automation worth mentioning is collaborative robots that leverage IoT technologies. These cobots can work alongside human operators, performing repetitive or strenuous tasks.
IoT connectivity, in particular, enables cobots to share data with other machines and systems, which contributes to a synchronized and coordinated manufacturing process. But what makes a great difference is that the collaborative nature of such robots ensures a safer and more efficient working environment.
7. Quality Control
Product quality is essential in every industry that designs, creates, and transports physical goods, but it is especially fundamental in manufacturing. After all, no company wants to deliver subpar products that end up being rejected. So, in recent years, manufacturers have been doubling down on improving their quality control process, and some have already started employing IoT to help with it.
You see, by combining connected devices with artificial intelligence and computer vision, anomalies can be quickly detected so that corrective action is taken in time. Moreover, data from sensors can be compared to quality thresholds, allowing for even minor defects to be avoided.
Learn more about Artificial Intelligence in Business
Unlike human quality control, intelligent machines can deliver higher degrees of accuracy. Thus, significantly minimizing losses incurred from manufacturing defective products.
8. Employee Safety Assessment
Finally, the last IoT use case we’ll discuss today is about ensuring employee safety in manufacturing facilities.
Alongside the construction, manufacturing remains one of the fields where serious injury claims are reported. Naturally, it’s in everybody’s best interest to try and decrease these numbers. Thankfully, by implementing IoT devices in the manufacturing sector, it has actually become possible.
First, companies can rely on connected cameras that leverage computer vision for detecting risks within the workplace. An employee forgot to put on safety equipment? A coworker didn’t clean up and left a mess that can cause an accident? These and other kinds of situations will quickly trigger alerts from smart devices, thus helping you improve compliance with safety regulations and keep personnel out of harm’s way.
However, that’s not all. Another IoT application for controlling employee safety in the manufacturing industry is the usage of wearables. You see, solutions that are similar to fitness trackers can not only improve ergonomics but also trace workers’ location, detect falls, and even monitor air quality and noise levels they’re exposed to.
As you can imagine, these solutions significantly reduce the amount of work-related injuries and accidents that occur within your facilities. Not to mention, they also help lower your risk of being subject to insurance compensation claims due to negligence. As we’ve previously mentioned — it’s a win-win for everyone involved.

Project Estimates
IoT Manufacturing Components
In this part, we’d like to highlight the core elements of a robust IoT environment that changes the game for manufacturers. We’ll explain how it all works and why it’s so important to consider all of these components together.
A Chain of Connected Devices
Without a network of connected devices, it wouldn’t be possible to actually leverage the Internet of Things. These devices include sensors, actuators, machines, and embedded systems that form the intricate web to facilitate data collection and exchange. All of them are strategically placed throughout the manufacturing environment in order to communicate with each other and coordinate processes.
For example, sensors capture real-time data on machine performance, environmental conditions, or product quality, helping you have a granular understanding of the entire production process. It ensures not only the continuous flow of information but, most importantly, sets the ground for all the use cases we described above.
Scalable IT Infrastructure
There’s an enormous quantity of data generated by connected devices mentioned in the previous part. And this data needs a place for storage, processing, and essentially analysis. So, here comes the next component — a robust and flexible infrastructure that’s capable of handling these tasks.
To harness the full potential of IoT in manufacturing, it really makes sense to turn to cloud computing as it ensures the necessary scalability. With it, manufacturers can seamlessly expand their IT resources based on demand. Such a scalable IT foundation supports current IoT implementations and future-proofs manufacturing operations.
Essentially, cloud infrastructure facilitates real-time analytics without which it’s hard to derive any insights from the vast amount of collected data.
Data Analytics Software
So, how indeed does this analysis take place? Well, there’s specific software working behind the scenes. It interprets, analyzes, and extracts meaningful insights from the vast datasets produced at every stage of the production lifecycle. Advanced analytics algorithms identify patterns, anomalies, and correlations in data to help you make informed decisions that enhance efficiency and quality.
Business intelligence solutions also contribute to making analytics more sophisticated and beneficial for manufacturers. In particular, dashboards with graphs and charts help visualize important figures and define trends. This can be applied for inventory control or supply chain monitoring, workforce or production management, and more.
Read about the Top Ways to Leverage BI in Manufacturing
Quite often, advanced analytics come to help. It incorporates machine learning and artificial intelligence technologies to allow for predictive maintenance, demand forecasting, and optimization of production processes.

BI for Business
A Skilled Team of Professionals
Our row of key elements doesn’t end with technical things and would be incomplete without human resources. In the end, it’s always people who stand behind and orchestrate the IoT symphony. This requires a skilled team of professionals with various expertise and backgrounds.
First of all, you need experts with both IoT development experience and an understanding of the manufacturing industry to build a system that can address specific goals. Then, a DevOps team will be helpful, too. They know how to roll out the right environment and adjust it to your needs and resources. Plus, don’t forget about data engineers or any other data nerds who can get everything out of collected data and make it digestible.
Finally, employees and the company’s decision-makers are probably the key players here as they are the ones to use IoT systems in action. Thus, it’s vital that they know how to work with the solution and transform insights derived from IoT data into tangible strategies. For that, these people need to continuously train and upskill.
Benefits of IoT in Manufacturing
Now that you know the top IoT use cases in manufacturing and its components, it’s time to zero in on the benefits that they deliver to businesses.
Intelligent Decision-Making

Operational Efficiency Boost

Safety Enhancement

Cost Optimization

Customer Satisfaction Improvement

IoT Trends in Manufacturing
While there is already a plethora of benefits of IoT in the manufacturing industry, we’ll certainly see more to come. The future of IoT in manufacturing promises to be bright, as we saw from the projected market growth in the coming years. So, as is the case within most expanding sectors, there are several trends that seem to be paving the way. Below, we’ll discuss the top five in more detail.
Digital Twins
One of the major IoT trends in manufacturing, that has also made our list of top tech developments in 2024, is definitely the growth of digital twin technology.
As you probably know, manufacturers are always on the hunt to gain deeper insights into asset or product performance. Moreover, everyone’s interested in carrying out real-world scenario testing without committing to the exuberant costs it may incur.
Enter — digital twins. These technologies are basically highly accurate virtual models of various assets like factories, production lines, equipment, or products. They work thanks to sensors that are attached to physical objects for data collection and transferring of information onto the digital copy. Thus, allowing you to run simulations and monitor performance seamlessly.
Of course, manufacturers are still in the early stages of full-blown digital twin adoption. Integration and outdated legacy system challenges remain a concern for many firms. However, considering the demand for accurate virtual copies of assets, it’s unlikely that this trend will lose its appeal any time soon.
Discover how we performed Legacy System Migration for a Plants Growing Firm
Edge Computing
IoT systems produce enormous amounts of data that needs to be processed and analyzed in order to be of any use to the manufacturer. The faster this undertaking occurs — the better since time is of the essence when you’re trying to detect anomalies or foresee maintenance issues.
Hence, there’s been a rising interest in edge computing thanks to its ability to “move closer” to the physical location of the data source. Thus, allowing for faster analysis and lower latency since data no longer has to travel back to a central server for analytics to be carried out.
Machine-to-Machine Automation
Then we have Machine-to-Machine (M2M) Automation that impacts the manufacturing field within the IoT ecosystem. It still feels like magic that machines with embedded IoT sensors can seamlessly exchange data in real time and thus autonomously communicate with each other without human intervention. This level of connectivity enables a synchronized production environment.
Companies that will embrace M2M Automation can definitely expect enhanced productivity, reduced downtime, and improved quality control throughout the entire manufacturing lifecycle. This is achieved because there’s no longer the need for manual operations, and you don’t have to control every step of your production line.
And that’s not all. The lifespan of machinery can also extend as machines can regularly communicate their operational status and performance metrics. This will help you anticipate potential issues and schedule timely maintenance.
Additive Manufacturing
We can’t skip additive manufacturing, or 3D printing, as it has already made its way into the manufacturing of many goods and doesn’t seem to lose its grip. That’s for a reason, of course. With 3D printing, manufacturers can move from traditional methods of production to advanced by layering materials to create three-dimensional objects based on digital models. Isn’t it marvelous?
The union of IoT and additive manufacturing begins with the seamless integration of sensors and data-driven systems. They enable the collection of real-time data on the printing process, such as temperature, speed, and material usage. As you can guess, it greatly helps manufacturers fine-tune printing parameters and optimize the production of intricate components.
Furthermore, IoT connectivity allows for remote monitoring and control of 3D printers. It means that, for example, the production of parts on demand becomes easier than ever before. This flexibility can help you reduce the need for extensive inventories, accelerate time-to-market, and ultimately minimize material waste. And who now doesn’t dream about more sustainable manufacturing?
AR and VR
The last major trend that’s been garnering attention is the reliance on combining IoT with augmented and virtual reality technology for employee training.
We’ve already established that preventing workplace accidents is in the best interest of everyone involved in manufacturing operations. Well, to minimize injuries, amongst other things, you need to ensure your personnel is properly trained for their job. Here, AR and VR can come in to offer the closest resemblance of real-world scenarios without the associated dangers.
Since employees sometimes have to deal with hazardous materials or complicated factory equipment, allowing them to train on highly accurate visualizations that have been mocked up via IoT data can be game-changing. It would enable workers to quickly learn how to operate specific machinery without exposing themselves to needless risk.
So, given the mounting labor shortages within the industry, it might be a good idea to consider combining an IoT solution with AR and VR in order to boost training efficiency. Thus, letting new hires get onboarded quickly while significantly reducing the risk of accidents.
IoT Adoption Challenges for Manufacturers
Despite the extensive range of benefits, some companies are still hesitant about developing IoT solutions for manufacturing. This is because there are several challenges that IoT adoption presents. So, let’s take a look at some of them.
Forecasting ROI

You see, with manufacturing IoT solutions, you often have to invest in hardware, cloud storage, connectivity, and ongoing technical support. Yet, it’s hard to pinpoint the exact return on your investments since some effects of IoT solutions aren’t linear.
For instance, you may implement an employee safety monitoring solution, but you can’t be sure how many accidents or insurance claims you’ve actually managed to avoid. Thus, not all organizations are able to commit to the upfront costs that IoT tools require.
So, for those who are on the fence, it might be worth starting with a small-scale project that is predicted to have a good impact on the bottom line. That way, once you’ve seen first-hand what IoT can do and how it benefits your business specifically, you’ll be more willing to pursue larger initiatives.
Integrating Multiple Systems

Thus, ensuring seamless integration can be a challenge because legacy systems are usually built on different technologies and networks that may not be compatible with current IoT software. So, keep this potential roadblock in mind and make sure your development team has a plan for tackling any integration issues.
Read up on ways to Explain Your Business Idea to the Development Team
Ensuring Security

Thus, it’s essential to prioritize the implementation of sophisticated security measures in order to avoid problems down the line. Make sure that you are thinking about this crucial element before IoT development even begins. It will make things much easier in the long run.
Discover how Blockchain Protected a Startup from Security Breaches
Finding Skilled Talent

Thus, it may be worth it to outsource software development as it’ll help you avoid the time-consuming expert search. Moreover, turning to an experienced external vendor might actually end up being more financially prudent since you won’t have to hire an entire in-house team and worry about employee benefits, payroll taxes, and the like.
Uncover how our team built an Award-Winning IoT Product for the Automotive Industry

Lack of Developers
Ready for IoT Software Development?
As we’ve seen today, the Internet of Things brings ample benefits to manufacturing enterprises. Whether it’s asset monitoring and predictive maintenance or quality control and employee safety enhancement — there are plenty of IoT technology applications in manufacturing that businesses can embrace.
Of course, this complex innovation doesn’t come without its challenges. That’s precisely why it’s important to turn to an experienced team when developing your next IoT solution. After all, you don’t want to rush into the software-building phase without properly considering all the factors that will affect the success of your undertaking.
Our team has already completed multiple IoT software development projects for key players from various industries. Thus, we understand how to bring such initiatives to fruition. So, don’t hesitate to reach out to Velvetech’s specialists and request a consultation. We’d be happy to discuss ways in which we can collaborate.
About the author